动力电池开发 流程精要与未来技术发展方向

动力电池作为电动汽车的“心脏”,其开发是一项融合了材料科学、电化学、系统工程与制造工艺的复杂工程。一个高效、严谨的开发流程是保障电池性能、安全性与成本竞争力的基石。本文将系统梳理动力电池的核心开发流程,并展望其关键技术发展方向。
一、动力电池系统化开发流程
现代动力电池的开发已形成一套从概念到量产的闭环体系,主要分为以下几个阶段:
- 需求定义与概念设计:这是开发的起点。基于整车平台对续航里程、功率性能(加速/快充)、寿命周期、成本目标、安全标准及空间布置的限制,定义电池包(Pack)乃至电芯(Cell)级别的核心指标,如能量密度、功率密度、循环寿命等。此阶段需进行多方案预研与技术路径选择(如三元锂 vs. 磷酸铁锂,圆柱 vs. 方形 vs. 软包)。
- 材料与电芯开发:在电芯层面进行“自下而上”的创新。研发重点包括:
- 正负极材料:开发高镍、无钴、富锂锰基等正极材料,以及硅碳复合、锂金属等下一代负极材料,以提升能量密度。
- 电解质:研发高电压、耐高温的液态电解质,以及更具潜力的固态电解质。
* 隔膜:开发涂覆陶瓷、芳纶等的高安全性隔膜。
通过配方设计、工艺调试,制作出样品电芯,并进行大量的实验室测试以验证其基础电化学性能。
- 电池模组与包(Pack)集成设计:将电芯集成为模组,再集成为完整的电池包。此阶段涉及:
- 机械结构设计:确保强度、刚度、轻量化及碰撞安全。
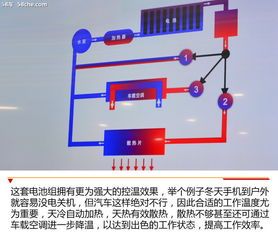
- 热管理设计:设计高效的液冷/风冷系统,确保电池在各类工况下的温度均匀性与安全性。
- 电气与BMS设计:设计高压连接、电气防护;开发电池管理系统(BMS)的核心算法,实现状态估算(SOC/SOH/SOP)、均衡管理、热管理和故障诊断。
- 仿真验证与样件测试:利用CAE仿真工具,在实物制造前对结构安全、热场、电磁兼容等进行模拟优化。制作A样、B样等工程样件,进行一系列严苛测试,包括性能测试、环境测试(高低温、湿热)、滥用测试(过充过放、短路、挤压、针刺)以及耐久性测试,以暴露问题并迭代设计。
- 工艺开发与量产准备:聚焦于制造端。开发电极浆料制备、涂布、辊压、分切、装配、化成、分容等关键工序的稳定工艺。设计高精度、高自动化产线,并制定严格的质量控制标准。进行小批量试生产(PPAP),验证工艺稳定性和一致性,确保达到量产条件。
- 持续改进与回收溯源:产品上市后,收集车载数据,持续优化BMS算法和性能。从设计之初就需考虑电池的梯次利用与材料回收的便利性,构建全生命周期闭环。
二、动力电池关键技术发展方向
面向更安全、更高效、更经济的出行需求,动力电池技术正朝着以下几个核心方向演进:
- 材料体系革新:
- 固态电池:被视为下一代电池的“圣杯”。采用固态电解质,有望从根本上解决安全性问题(抑制锂枝晶、不易燃),并可能兼容更高能量的正负极材料(如金属锂负极),实现能量密度(>500 Wh/kg)的飞跃。当前正处于从半固态向全固态攻坚的阶段。
- 高比能材料体系:持续优化高镍低钴/无钴正极、硅基负极的产业化应用,并通过纳米化、包覆、掺杂等手段改善其循环稳定性。钠离子电池作为重要补充,凭借资源优势和成本潜力,在储能和低端车型领域前景广阔。
- 结构创新与集成化
- 电芯到车身(CTC/CTB):将电芯或模组直接集成到车辆底盘结构中,取消或简化电池包上盖。这能大幅提升空间利用率(增加体积能量密度),减轻重量,降低成本。这是当前电池系统集成领域最主流的进化方向。
- 大电芯与封装工艺:采用更大尺寸的方形电芯(如刀片电池)或4680等大圆柱电芯,减少结构件数量,提升包内空间利用率,并简化生产组装流程。
- 制造智能化与极限品质控制
- 智能制造:利用AI、机器视觉和大数据,实现工艺参数的智能寻优、在线缺陷检测与智能分选,提升生产效率和一致性。
- 极限制造:追求更极致的工艺控制,如更薄的涂布、更均匀的辊压,在保障安全的前提下,挖掘每一克材料的性能潜力。
- 全生命周期管理与智能化
- 智能BMS与云边协同:BMS将更加“智能”,结合云端大数据和边缘计算,实现更精准的电池状态预测、健康度评估、故障预警及充电策略优化,赋能电池全生命周期价值管理。
- 低碳足迹与绿色回收:从绿色矿产、低碳制造到高效回收再生(湿法冶金、直接回收等),构建绿色供应链,降低电池全生命周期的碳足迹和环境负担,已成为行业可持续发展的硬性要求。
###
动力电池的开发是一个持续迭代、多学科深度融合的动态过程。当前,行业正处在从“政策驱动”向“市场与技术双轮驱动”转型的关键期。未来竞争的核心,将不仅仅是单一指标的领先,更是从材料创新、结构设计、智能制造到全生命周期管理的体系化能力的比拼。只有坚持系统思维,在安全底线之上,平衡好性能、成本与可持续性的“不可能三角”,才能真正赢得未来。
如若转载,请注明出处:http://www.tuoyuzhiku.com/product/87.html
更新时间:2026-06-18 19:52:03